Como você escolhe o processo certo para o revestimento eletrostático?
Quanto mais baixo o material e a pressão do ar forem ajustados, melhor será a utilização do efeito eletrostático. Na prática, a pressão do material geralmente é definida como muito mais alta do que o necessário. Então, é claro, a pressão do ar deve ser correspondentemente alta. O resultado: A alta energia cinética e o excesso de pulverização resultante impedem que as gotas de tinta sejam efetivamente atraídas para a peça de trabalho. Portanto, é sempre melhor aumentar as pressões lentamente até que a atomização ideal seja alcançada.
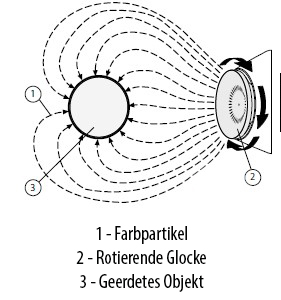
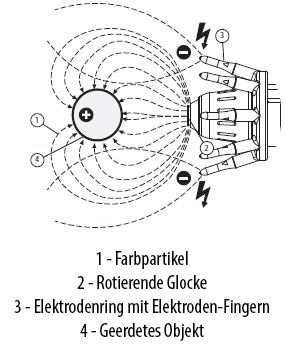
As menores gotículas são criadas peloatomização de ar puroouAlta rotação. O processo de pintura é um pouco mais lento aqui do que no processo AirCoat, mas é possível obter a mais alta qualidade de superfície. Em caso deAirCoat-A velocidade de trabalho é maior e, ao mesmo tempo, obtém-se uma qualidade de superfície muito boa devido ao efeito eletrostático.
Como uma alternativa muito boa, o setor geral também está usando cada vez mais oProcesso de alta rotaçãoque é usado principalmente na produção em larga escala. Ele também produz uma atomização muito fina e um alto grau de qualidade de revestimento e eficiência do material.