
静電塗装は何年にもわたり、最先端技術であり続けています。極めて高品質な塗装表面と高塗着効率こそがこのテクノロジーの特長です。従来の液体塗装と比較すると初期投資は高いが、多くの利点により早期の投資回収が可能です。
雷雨時に突然放たれる閃光、車から降りるときにビリっとくる「電気ショック」、電化製品に付着したホコリ-これらはいずれも帯電した粒子によって引き起こされます。同じ電荷を持つ粒子同士は反発し、異なる電荷を持つ粒子同士は引き合います。電界は、これらの帯電粒子の動きを決定づける要素です。この電界内では、粒子はその電荷の極性と電界の強さに応じて、電界の方向に沿った力を受けて移動します。
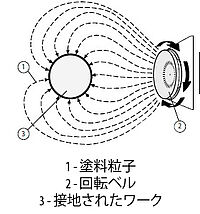
静電塗装では、塗料の粒子に負の電圧を帯電させ、塗装対象となるワークピース(被塗物)を接地(アース)します。これにより、塗料粒子はワークピースに引き寄せられ、効率的かつ均一な塗装が可能になります。塗装に欠かせない高電圧は、静電ガン内に搭載された高電圧カスケードによって生成されます。

水性塗料は一般的に電気を通しやすい性質を持っています。一方、溶剤系塗料については、塗料粒子に帯電させるために必要最低限の導電性が求められます。帯電した粒子は、高電圧によって形成される電界線に沿ってワークピース(被塗物)へと導かれます。塗料の導電性に関して詳細は、塗料メーカーにご確認ください。
静電塗装は、特に金属などの電気伝導性を持つワークピース(被塗物)に最も適した塗装方法です。ワークピース(被塗物)の抵抗値は1MΩを超えないことが望まれます。木材も、含水率が15%以上ある場合には静電塗装が可能です。さらに、プラスチックやガラスといった非導電性素材にも、この静電技術が広く使用されています。ただし、これらには特別な前処理が必要です。たとえば、ガラスボトルの塗装のように、あらかじめ導電性プライマーを塗布することで対応できる場合があります。また、接地ポイントから塗装を開始し、まだ液状の導電性塗料が接地ポイントと導通することで、導電経路を確保する方法もあります。

静電効果を最大限に発揮するためには、特に電気接続部や接地部、さらには使用するツールにおいて、可能な限りの清潔性を保つことが基本条件となります。これにより、塗料がワークピース(被塗物)に効率よく付着し、塗着効率を最大化することが可能になります。接地部分や電気接続部に汚れや塗料の残りがあると、沿面距離が短くなり、静電効果が妨げられる可能性があります。
格子構造や丸みを帯びた形状など、複雑な形状を持つワークピース(被塗物)は、静電塗装に特に適しています。これは、静電気の巻き込み効果により、塗料がワークピースの背面にまで回り込んで付着するためであり、塗料の使用量を大幅に削減できます。また、効率的に塗装できることで、ひとつのワークピースに対する塗装時間も大幅に短縮され、生産効率の向上につながります。
静電塗装では、スプレーの噴射方向とは反対側の面にも塗料が付着します。これは、帯電した塗料粒子がワーク全体に引き寄せられるためです。このように高い塗着効率が得られることから、静電塗装は非常に経済的であり、環境にも優しい塗装方法とされています。
静電塗装では、スプレーの噴射方向とは反対側の面にも塗料が付着します。これは、帯電した塗料粒子がワーク全体に引き寄せられるためです。このように高い塗着効率が得られることから、静電塗装は非常に経済的であり、環境にも優しい塗装方法とされています。
従来の霧化技術に加え、静電塗装では塗料粒子同士の反発力により、より微細な粒子が生成されます。状況に応じて、材料圧やエアー圧をさらに低減することも可能であり、それによって、粒径の小さいより滑らかな霧化が実現します。
従来の霧化技術に加え、静電塗装では塗料粒子同士の反発力により、より微細な粒子が生成されます。状況に応じて、材料圧やエアー圧をさらに低減することも可能であり、それによって、粒径の小さいより滑らかな霧化が実現します。
帯電した塗料粒子は高電圧によって形成された電界線に沿ってワークピース(被塗物)へ移動し、互いに反発しながら均一に分散して、表面に対して垂直に付着します。その結果、高い表面品質が得られます。
帯電した塗料粒子は高電圧によって形成された電界線に沿ってワークピース(被塗物)へ移動し、互いに反発しながら均一に分散して、表面に対して垂直に付着します。その結果、高い表面品質が得られます。
ワークピース(被塗物)の角や縁では、電界線が集中する特性があります。この現象により、これらの部位での塗り残しを防ぐことができます。
ワークピース(被塗物)の角や縁では、電界線が集中する特性があります。この現象により、これらの部位での塗り残しを防ぐことができます。
塗料の選定は、塗料の帯電方式を左右し、それに伴って塗装機器や塗装システム全体の構成も決定づけます。
溶剤系塗料
溶剤系塗料は、スプレージェットの中心に配置された電極を通じて、静電ガン内で直接帯電されます。これは、溶剤系塗料が比較的高い電気抵抗(すなわち低い導電性)を持っており、電圧がアプリケーター内部で消散するため、使用者に危険が及ばない構造となっているためです。一方で、塗料の導電性が高すぎる場合、過剰な電流が接地側へ流れ、高電圧が急激に低下するリスクがあります。このような場合、高電圧が塗料ホース内に逆流し、外部へ放電する可能性があります。これを防ぐために、耐高電圧性と絶縁性を備えた専用の塗料ホースを使用することで、安全な塗装が可能となります。
水性塗料
水性塗料の使用は、環境保護の観点からますます注目度を増しています。この目的のために、静電塗装では2つの異なる方式が採用されています。
内部帯電方式では、水性塗料がアプリケーター内または塗料容器内で帯電されます。水性塗料は高い導電性を持つため、アプリケーター、塗料ホース、ポンプ、塗料容器およびその付属機器を含むシステム全体が高電圧下に置かれ、安全性確保のために適切な絶縁が必要です。この方式では、高速回転式アトマイザーを用いて塗料を霧化・帯電させます。
塗料ホース、ポンプ、塗料容器など、塗料と接触するすべての部品を絶縁するためには、ペイントキッチンを密閉された部屋や保護グリッドで囲う必要があります。代替手段として、高電圧耐性を備えた専用キャビネット(例:AquaCoat 5010/5020)に設置することも可能です。塗料容器へのアクセスは、システムが完全に放電された状態でのみ許可されます。内蔵された安全システムにより、作業者が高電圧に触れることのないよう確実に保護されています。

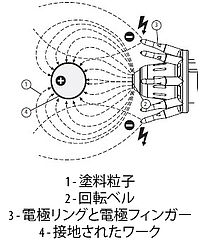
外部帯電方式では、水性塗料の高い導電性を活かし、スプレージェットの外側に配置された電極(コロナ方式)によって塗料を帯電させます。電極リングから発生する高電圧が周囲の空気を電離させ、その結果として噴霧された塗料粒子が帯電します。この方式は、特に自動車業界における水性塗料の塗布において、高速回転式アトマイザーと組み合わせて広く使用されています。この方式では、アプリケーター自体が絶縁されており、通電状態にはなりません。内部帯電方式と比較すると、塗料の節約効果はやや劣るものの、ペイントキッチンを含む塗装システム全体を帯電・絶縁する必要がないため、初期投資コストを大幅に抑えられるという大きな利点があります。

内部構造、カップ状の形状、または空洞部の塗装
ファラデーケージ効果により電場が完全に遮蔽され、力線が内部に届かなくなります。このような部位を確実に塗装するためには、一時的に静電機能をオフにできる機能が必要です。あるいは、比較的高い材料圧およびエア圧を使用して、塗料を物理的に押し込む方法も有効です。
オーバーコート
電界の力線はワークの角や縁に集中するため、これらの部位では確実な塗布が可能になりますが、同時に「ピクチャーフレーム効果」と呼ばれる過剰塗布が発生しやすくなります。このような箇所では、高電圧を適切に下げることが推奨されます。
静電技術は、エアスプレーやエアコート塗装、さらには高速回転式アトマイザーによる塗装にも使用されています。ただし、材料圧が250barを超える塗装には適していません。これは、比較的大きな塗料粒子と非常に高い噴射圧力によって運動エネルギーが大きくなり、静電効果が打ち消されてしまうためです。
静電効果を最大限に引き出すための鍵は、選択された塗装方式とその設定にあります。塗装機で設定される材料圧およびエア圧が低いほど、静電効果は高まります。その理由は明快で、塗料粒子の運動エネルギーが電場内の引力に重なって作用するためです。つまり、粒径と運動エネルギーが小さいほど、オーバースプレーが減少し、静電の巻き込み効果と塗布の均一性が向上します。
エアスプレー
エアスプレーでは、圧縮エアーを用いて塗料を霧化します。この際、塗料粒子を静電的に帯電させることで、より均一な塗布とオーバースプレーの低減(静電なしのエアスプレー塗装と比較して)が実現されます。エアスプレー霧化と静電技術の組み合わせは、非常に高い塗装品質を実現できることから、多くの産業用途で採用されています。

静電マニュアルガンエアースプレー





水性塗料用静電塗装システム
エアコート
エアコート塗装は、高圧ポンプによる塗料の押し出しと圧縮エアーによる補助霧化を組み合わせた塗装技術です。この塗装の利点は、高い作業スピードと低飛散、そして優れた塗装品質の両立にあります。さらに、塗料粒子の運動エネルギーが比較的低いため、静電技術との併用が可能です。

高い静電効果と優れた操作性



水性塗料用静電塗装システム
高速回転霧化
高速回転方式では、ベルガンによって塗料が霧化されます。この際、静電帯電によって塗料粒子が均一に被塗物表面に分布し、材料使用効率と塗膜品質の向上が実現されます。

材料圧およびエア圧が低く設定されているほど、静電効果は高まります。しかし実際の運用では、材料圧が必要以上に高く設定されることが多く、それに伴いエア圧も高くなります。その結果、塗料粒子の運動エネルギーが大きくなり、オーバースプレーが発生して、塗料がワーク(被塗物)に効果的に引き寄せられなくなります。したがって、圧力を徐々に上げながら、最適な霧化状態を見極めることが重要です。
最も微細な粒子は、純粋なエア霧化方式や高速回転方式によって生成されます。これらの方式では、エアコートに比べて塗装速度はやや遅くなりますが、最高レベルの塗膜品質が得られます。一方、エアコートでは作業速度が速く、静電効果によって非常に良好な塗膜品質が維持されます。
また、高速回転方式は大量生産向けに主に使用されてきましたが、近年では一般産業分野においても非常に有効な選択肢となっています。この方式は、非常に微細な霧化と高い塗装品質、材料効率を実現します。



