Wie wählt man das richtige Verfahren für die elektrostatische Beschichtung?
Je niedriger der Material- und Luftdruck eingestellt ist, umso besser kommt der elektrostatische Effekt zum Tragen. In der Praxis ist der Materialdruck häufig viel höher als nötig eingestellt. Dann muss natürlich auch der Luftdruck entsprechend hoch sein. Die Folge: Die hohe kinetische Energie und der daraus resultierende Overspray verhindern, dass die Lacktröpfchen vom Werkstück effektiv angezogen werden. Deshalb ist es immer besser, die Drücke langsam zu steigern, bis die optimale Zerstäubung erreicht wird.
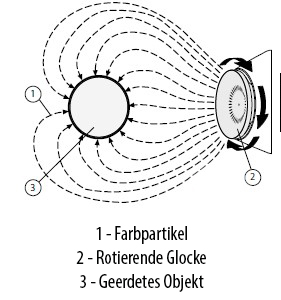
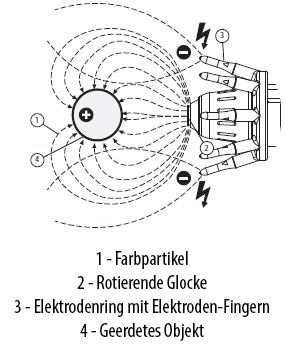
Die kleinsten Tröpfchen entstehen durch die reine Luftzerstäubung oder Hochrotation. Der Lackierprozess ist hierbei etwas langsamer als beim AirCoat-Verfahren, dafür kann jedoch die höchste Oberflächengüte erreicht werden. Beim AirCoat-Verfahren ist die Arbeitsgeschwindigkeit größer, wobei durch den elektrostatischen Effekt immer noch eine sehr gute Oberflächenqualität erreicht wird.
Als sehr gute Alternative bietet sich auch in der allgemeinen Industrie mehr und mehr das Hochrotationsverfahren an, das primär in Großserien eingesetzt wird. Es erzeugt ebenfalls eine sehr feine Zerstäubung und ein hohes Maß an Beschichtungsqualität und Materialeffizienz.