Come scegli la tecnologia applicativa corretta per la verniciatura elettrostatica?
Quanto più bassa è la pressione del materiale e dell'aria, tanto migliore sarà l'effetto elettrostatico. In pratica, la pressione del materiale è spesso impostata molto più alta del necessario. Naturalmente, anche la pressione dell'aria deve essere altrettanto elevata. Di conseguenza, l'elevata energia cinetica e l'overspray che ne deriva impediscono alle gocce di vernice di essere efficacemente attratte dal pezzo. Pertanto, è sempre meglio aumentare lentamente le pressioni fino a raggiungere l'atomizzazione ottimale.
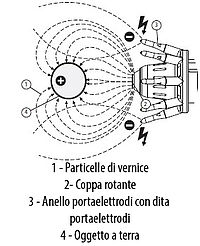
Le gocce più piccole sono create dall'atomizzazione di aria pura o dalla rotazione ad alta velocità. Il processo di verniciatura è un po' più lento rispetto al processo AirCoat, ma è possibile ottenere la massima qualità della superficie. Con il processo AirCoat, la velocità di lavorazione è maggiore, ma l'effetto elettrostatico consente di ottenere un'ottima qualità superficiale.
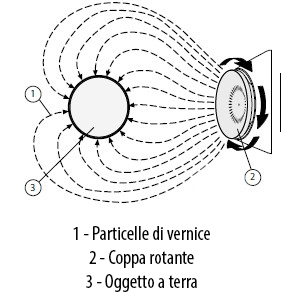
Il processo di rotazione ad alta velocità, utilizzato principalmente nelle grandi serie, sta diventando sempre più una valida alternativa anche nell'industria generale. Inoltre, produce un'atomizzazione molto fine e un elevato grado di qualità del rivestimento e di efficienza del materiale.